Обзор оборудования для производства ПВХ окон
Пластиковые окна, практически вытиснившие из обихода аналоги из дерева, являются крайне востребованным товаром, производство которого может принести немалый доход. В данной статье мы расскажем вам про оборудование, используемое для изготовления ПВХ окон.

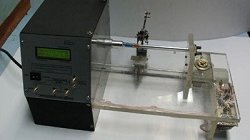
Распиловочный станок для оконного профиля
Будут рассмотрены разновидности станков, их устройство, принцип работы и функциональное назначение. Приведена технология производства ПВХ окон и даны советы по выбору и эксплуатации оборудования.
Читайте также: станок для производства вагонки своими руками.
1 Технология производства ПВХ окон
Технологический процесс изготовления пластиковых окон состоит из следующих этапов:
- Подготовка профиля — хлысты из ПВХ и металлический несущий профиль раскраиваются на заготовки требуемых размеров, от точности нарезки во многом зависит качество будущих изделий.
- Фрезерование каналов — на поверхности металлического профиля формируются пазы и канавки по трем контурам: по внутренней кромке створки (под установку стеклопакета), на лицевой части рамы и под углом к стеклопакету (для уплотнителей).
- Соединение профилей — металлический профиль, выполняющий несущую функцию, размещается внутри ПВХ оболочки. Части конструкции фиксируются друг с другом с помощью саморезов.
- На внутренней части рамы — створке, посредством фрезерования формируются посадочные гнезда под замок и ручку.
- Фрезеруются кромки рамы под установку импостов — вертикальных и горизонтальных разделителей. На торцевых частях прокладываются линии пазов, в которых импост фиксируется посредством механических соединителей.

Цех по производству ПВХ окон
- Свариваются две части окна — рама и створка, подготовленные на предыдущих этапах. Режим сварки и технологические особенности операции указываются поставщиком металлического профиля, согласно им настраивается используемое оборудование. Важными параметрами являются время прогрева, выдержки и сила сжатия деталей при стыковке.
- По завершению соединения на линии сварного шва остается наплыв, который уделяется на зачистном оборудовании. Такие станки оснащены фрезами под разные типоразмеры оконного профиля.
- Выполняется нарезка штапиков — пазов, на которые в раме фиксируется стеклопакет.
- Установка стеклопакетов и фурнитуры — это последний этап, по завершению которого проверяется работоспособность и качество сборки готового изделия.

Для открытия цеха по производству ПВХ окон необходимо помещение площадью около 200 м2 и высотой потолков не мене 3 м. Практически все оборудование работает от трехфазной электросети 380В. Ключевым фактором является наличие эффективной системы вытяжки или вентиляции, поскольку в процессе сварки профилей плавится поливинилхлорид и выделяются вредные для человека испарения.
к меню ↑
1.1 Производственный процесс (видео)
2 Требуемое оборудование
Комплект необходимых станков обойдется вам по меньшей мере в 15 тыс. долларов (если приобретать новое оборудование а не бу). Стоимость требуемых агрегатов сильно разнится в зависимости от их производительности и функциональных возможностей, цена может доходить до нескольких сотен тысяч за полностью автоматизированную производственную линию.
Перечень требуемого оборудования можно условно разделить на следующие группы:
- основные станки;
- пневматический инструмент и оборудование;
- вспомогательное оборудование;
- ручные инструменты.
Рассмотрим каждую из них подробнее.
к меню ↑
2.1 Основные станки
Для нарезки профилей необходимо иметь усорезную пилу, при чем желательно сразу два отдельных агрегата — первый для работы с ПВХ профилем, второй — для резки металлических рам. Существуют следующие разновидности усорезных пил:
- настольные агрегаты маятникового типа;
- стационарная пила с пневматическим прижимным устройством;
- одноголовочная фронтальная пила и двухголовочный аналог.
Для резки импоста, эркеров и подставочных профилей оптимально подходит одноголовочная пила, для работы со металлическими рамами и створками — двухголовая (хорошие модели — Yilmaz KD 405 и Emmegi Norma). Длина закупаемого у производителя профиля может варьироваться в пределах 5.6-6.5 метров, в целях минимизации количества отходов лучше всего брать профиль 6.5.

Emmegi Norma
data-ad-client="ca-pub-8514915293567855"
data-ad-slot="5929285318">
Если вы планируете организовать крупное производство, в качестве альтернативы усорезной пиле имеет смысл рассматривать ленточную пилу. Данный станок позволяет резать сразу несколько профилей одновременно, что значительно увеличивает производительность цеха.
Также необходим дренажный станок, посредством которого в профиле будут формироваться дренажные пазы (канавки для отвода влаги). Данную операцию не первых парах можно выполнять с помощью специального ручного инструмента, а по мере поступления средств приобрести полноценный стационарный агрегат. Оборудование для фрезерования дренажных каналов классифицируется на 2-ух и 3-ех шпиндельное. Проверенным станком с 2-мя шпинделями является модель Omurzak UST-3000.
Для крепления ПВХ профиля к пластиковой раме нужен шуруповерт. Это может быть как ручное оборудование, так и стационарный агрегат. Среди напольных станков выделим модели Aluma SE-1 и Haffner AS21 — в них полностью автоматизированы как процессы подачи саморезов, так и их закручивание, оператору необходимо лишь подавать и фиксировать на рабочем столе заготовку с помощью пневмоприжимов.

Aluma SE-1
Отверстия под ручку и замок формируются на копировально-фрезерных станках. Для небольшого производства рационально взять настольный агрегат с механическими прижимами, на нем можно делать отверстия под замок, однако тройное отверстия для ручку потребуется формировать в ручную посредством дрели. Рекомендованные модели — Gemma Mill 370 и Forces Mactar. Если бюджет не ограничен, то лучше купить стационарный станок с пневноприжимами и трешпиндельной рабочей головкой, по типу Atlas MAK-AT550.
Сварочный станок для окон ПВХ, посредством которого будет собираться рама окна из отдельных частей профиля, может быть одно либо двуголовочным. Если объемы производства не превышают 1500 п.м профиля в месяц, можно обойтись одноголовочным агрегатом. Такой станок работает в автоматическом режиме, сваривая профили под заданным углом, лишь после стартовой настройки, которую должен выполнять квалифицированный специалист. Распространенными моделями являются — Atlas MAK CN-1, Aluma Apollo 1A.

Aluma Apollo 1A
Образовавшийся после сварки наплав необходимо зачистить. Сделать это можно посредством пневматической зачистной машинки, однако на крупном производстве не обойтись без станка для трехсторонней зачистки. Ножи данного оборудования обрабатывают профиль с лицевых поверхностей, а вспомогательная фреза — с угла. Более простым вариантом является 2-ух сторонний зачистной станок, однако угол рамы нужно будет обрабатывать вручную пневматической машинкой. Проверенной моделью 3-ех сторонней зачистки является MLA PL13, 2-ух стороннего — MLA-15.
Для нарезки штапика можно использовать обычную маятниковую пилу, как делают в условиях небольшого производства, однако на таком оборудовании выполнять это неудобно и долго. На рынке представлены специальные пилы-штапикорезы, оснащенный копировальным устройством и рольгангом. Штапикорезы классифицируются на три разновидности — ручные, стационарные с ручной подачей и с автоматической подачей. Последний вариант является наиболее производительным. Рекомендованная модель — Pertici BS-771.

Daizer Wintest 2
По завершению сборки необходимо выполнять проверку работоспособности конструкции и регулировку фурнитуры, что удобно делать на специальном стенде остекления. Существуют стенды с системой вертикального подъема и без нее, данная функция дает возможность поднять окно на удобную для осмотра высоту. Владельцы мелких цехов без зазрения совести могут экономить на стенде, крупному же производству порекомендуем модели Daizer Wintest 2 и Urban KV1800.
Читайте также: «Разновидности и технология сварки швов — потолочных, горизонтальных, вертикальных».
2.2 Вспомогательное оборудование и инструмент
Вкратце рассмотрим разновидности вспомогательного оборудования, без которого производство пластиковых окон не сможет функционировать. Вам потребуется приобрести:
- Пневматический инструмент — дрели, бормашинки (для фрезерования пазов под уплотнительные материалы), сдувные пистолеты, шуруповерты.
- Компрессор. Мощность компрессора подбирается исходя из совокупного объема потребления сжатого воздуха работающим в цехе пневматическим оборудованием. Для цеха, производящего 30-40 окон за смену, примерные характеристики устройства будут такими: объем ресивера — 500 л, давление подачи — 10 Бар, производительность — 1000 л/мин. В дополнение к компрессору нужно будет купить магистральные фильтры (тонкой и грубой очистки), осушитель.
- Сборочные столы — как минимум 2 шт. Оптимальная высота стола — 90 см, ширина — от 140 до 160 мм, длина — 3-4 метра.
- Сталлажи для хранения профилей (металлического и ПВХ), уплотнительных материалов и стеклопакетов.
- Тележки для перевозки готовой продукции и заготовок.

Сборочный стол и стеллажи для профилей

Также нужно будет обзавестись ручным инструментом — безинцерционными молотками, остеклительными лопатками, вакуумными стеклосъемниками, роликами для закатки уплотнительных материалов.
data-full-width-responsive="true"
data-ad-client="ca-pub-8514915293567855"data-ad-slot="8040443333">