Оборудование для сварки полипропиленовых труб
Паяльник для полипропиленовых (ППР) труб — устройство, применяемое с целью соединения труб и фитингов либо отдельных элементов трубопровода между собой методом высокотемпературной пайки. Данный метод может использоваться при монтаже других видов пластиковых труб — полиэтиленовых, ПНД, ПВХ, однако для стыковки армированных (многослойных) труб она неприменима.

Сварка ППР труб
В данной статье рассмотрена технология сварки полипропиленовых труб и используемое для ее реализации оборудования. Мы приведем обзор популярных паяльников и детально расскажем о том, как собственноручно выполнить надежное соединение.
1 Принцип работы и конструктивные особенности оборудования
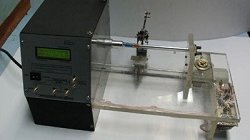
Паяльник для пайки ППР труб, независимо от компании производителя, имеет унифицированную конструкцию. Отличия могут заключатся лишь в способе крепления нагревательных насадок на тэне. Сварочный аппарат состоит их следующих конструктивных узлов:
- корпус с рукоятью (стальной, реже — алюминиевый);
- тэн для фиксации насадок;
- насадки под трубу и фитинг;
- термостат, посредством которого регулируется температура нагрева.
Нагревательный тэн, в зависимости от конфигурации, может быть круглым либо иметь форму плоской пластины. На тэнах круглой формы насадки фиксируются специальными зажимами, на плоских — в посадочных гнездах, расположенных на противоположных сторонах нагревательного элемента.

Паяльник для ППР труб
Станок для пайки ППР труб имеет крайне простой принцип работы — когда на аппарат подается питание (паяльник работает от электросети 220В) температура нагревательного тэна повышается, одновременна греются закрепленные на нем насадки. Когда температура нагрева доходит до рабочей, на насадках фиксируется труба и фитинг, которые выдерживаются надетыми в течении заданного времени, после чего снимаются и стыкуются между собой. Оплавленный пластик отвердевает и образует прочное, монолитное соединение.
к меню ↑
1.1 Какой сварочный аппарат выбрать?
Выбирая станок для пайки ППР труб необходимо учитывать два параметра: его мощность и диаметры идущих в комплекте насадок. Также необходимо обращать внимание на производителя — это непосредственно влияет стоимость оборудования.
С выбором размеров насадок все просто — их диаметр должен соответствовать диаметру труб, с которыми вы планируете работать. Любой станок для пайки имеет в комплекте несколько сменных насадок, чаще всего аппарат комплектуется диаметрами 32, 24 и 16 мм, которые наиболее востребованы в бытовой эксплуатации.
При необходимости вы сможете докупить их отдельно, что увеличит функциональные возможности оборудования Рекомендуем отдавать предпочтение насадкам с тефлоновым покрытием — в сравнении с более дешевыми алюминиевыми аналогами они отличаются легкостью очистки, поскольку к тефлону не прилипает расплавленный пластик.

Паяльник с набором насадок и вспомогательным инструментом
Ключевым фактором выбора является мощность аппарата. Данный параметр определяет диаметр и толщину стенок труб, которые сможет расплавить паяльник. Также он мощности зависит максимальная рабочая температура и время, необходимое для нагрева до ее уровня, что оказывает влияние на скорость спайки.
Если вы планируете использовать аппарат исключительно в быту, то будет достаточно станка мощностью от 1.8 до 2 кВт — такое оборудование позволит работать с трубами диаметром до 200 мм включительно. Если же пайка трубопроводов больших диметров не предвидится, можно сэкономить и взять аппарат мощностью до 1.2 кВт, который справляется с диаметрами 16-63 мм.
Отметим, что дешевые китайские паяльники мощностью в 0.5 кВт, которые широко представлены на рынке в нижних ценовых категориях, практически не пригодны к эксплуатации. Несмотря на то, что производители указывают возможность пайки изделий 12-30 мм, из-за заниженной фактической мощности аппараты не способны паять даже их.
к меню ↑
1.2 Рекомендации по производителям и моделям
Среди представленных на рынке зарубежных производителей выделим такие компании как Gerat Weld (Германия) и REMS (Польша). Это фирмы, качество продукции которых проверено на практике и не вызывает никаких сомнений.
data-ad-client="ca-pub-8514915293567855"
data-ad-slot="5929285318">
При выборе оборудования рекомендуем обратить внимание на следующие модели:
- Gerat Weld 20-63 — имеет мощность в 1.6 кВТ, в комплекте идут насадки под трубы диаметрами 63, 50, 40, 32, 25 и 20 мм. Поставляется в стальном кейсе, стоит порядка 9 тыс. рублей;
- REMS MSG — работает с трубами диаметром 16-125 мм, диапазон рабочих температур от 180 до 300 градусов, регулировка температуры выполняется посредством электронного термостата. Мощность 1.2 кВт. Паяльник имеет в комплекте струбцину для крепления аппарата в вертикальной либо горизонтальной плоскости. Стоимость около 15 тысяч;
- REMS SSG — рабочая температура 180-290 градусов, мощность 1.3 кВт, пригоден для спайки труб диаметром до 200 мм, работает от сети 220В. Стоимость — от 30 тыс. рублей.

Энкор АСП-150 и комплектующие
Если вы обладаете ограниченным бюджетом, имеет смысл выбрать среди продукции отечественного производства. Хорошо зарекомендовало себя оборудование от компании ЭНКОР, которая производит две модели паяльников — Энкор АСП-1500 и Энкор АСП-800. Отличаются аппараты номинальной мощностью, составляющей 1.5 и 0.8 кВт соответственно.
Энкор-1500, как и 800-ю модель, можно использовать для спайки труб до 63 мм в диаметре. Паяльники имеют мечевидную форму нагревателя и насадки с тефлоновым покрытием. Особенность является то, что на тэне предусмотрено сразу 3 посадочных гнезда под фиксацию насадок разных размеров, что позволяет экономить время на их замене.
На корпусе аппаратов предусмотрена струбцина для фиксации паяльника на рабочей поверхности. Максимальная рабочая температура у обоих станков — 300 градусов. Стоимость станка Энкор АСП-800 составляет 2.5 тысяч рублей, Энкор АСП-1500 — 3.7 тысяч.
к меню ↑
1.3 Пайка ППР труб — нюансы метода (видео)
2 Как паять ППР трубы?
Технология сварки полипропиленовых труб не представляет из себя ничего сложного, однако выполняя пайку необходимо строго придерживаться следующих рекомендаций:
- паяльник нужно фиксировать на рабочей поверхности с помощью струбцины, сдвиги оборудования не допускаются;
- труба и фитинг одеваются на насадки одновременно после набора тэном рабочей температуры;
- насадки предварительно нужно очистить от пыли и механических загрязнений;
- оставшиеся на насадках остатки расплавленного полипропилена удаляются после затвердения материала с помощью ножа либо паяльника — очищать наплыв ветошью сразу после стыковки нельзя, поскольку так можно деформировать соединение.
Для пайки ППР труб требуется температура 260 градусов. Нижеприведенная таблица указывает время нагрева и охлаждения после стыковки труб разных диаметров:
| Диаметр, мм | Время нагрева, сек | Время стыковки, сек | Время остывания стыка, мин |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
Сварка полипропиленовых труб своими руками — пошаговая инструкция:
- Ножницами для резки полимерных изделий либо ножовкой с мелкими зубацами труба обрезается по длине, срез должен проходить строго перпендикулярно.
- С использованием калибратора удаляется овальность, возникшая при резке. Напильником либо фаскосниматалем зачищаются заусеницы.
- Сварочный станок, на который установлены подобранные по размеру насадки, подключается к электросети и разогревается до температуры 260 градусов.
- С помощью спирта либо бензина стыкующиеся стенки трубы и фитинга обезжириваются, после чего элементы надеваются на насадки паяльника.
- В соответствии с таблицей выдерживается время нагрева, затем детали снимаются и соединяются между собой. При вставке трубы в фитинг важно не прикладывать чрезмерные усилия, поскольку может образоваться наплыв расплавленного пластика изнутри трубы, который может стать причиной уменьшения ее проходного диаметра.
- Состыкованные труба и фитинг неподвижно фиксируются и остывают при естественной температуре (опускать соединение в воду нельзя).

Пайка ППР труб — пошаговая инструкция
В результате пайки, если технология выполнена правильно, вы получите равномерный наплыв пластика в месте зазора между трубой и фитингом. Соединение подвергшееся деформации исправить нельзя — нужно отрезать фитинг от трубы и произвести пайку повторно, с применением нового фасонного элемента.
Отметим, что выбирать трубы и фитинги лучше всего от одного и того же производителя. Полипропилен разных компаний может отличаться химическим составом и наличием присадок, влияющих на температуру плавления и поведение материала при нагреве. В таком случае выполнить качественное соединение проблематично даже опытным мастерам.
data-full-width-responsive="true"
data-ad-client="ca-pub-8514915293567855"data-ad-slot="8040443333">