Станок для производства гвоздей: устройство и принцип работы аппарата
Основная особенность мини-станка для изготовления гвоздей и саморезов заключается в том, что он практически полностью функционирует в автоматическом режиме.

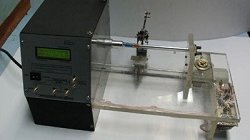
Станок по производству гвоздей
Единственная операция, которую при работе нужно сделать своими руками – сменить бобину с проволокой.
Читайте также: «Станок для производства вагонки своими руками».
1 Особенности работы гвоздильного станка
Ручной мини-станок для производства гвоздей и саморезов удобен тем, что проволока в бобине крепится с помощью специального держателя. В процессе изготовления саморезов или гвоздей проволока последовательно разматывается. Это делает процесс изготовления изделий практически непрерывным.
Сейчас на рынке представлено большое количество таких агрегатов, гораздо проще приобрести его, чем сконструировать своими руками.
Гвоздильный мини-станок ударного действия для производства саморезов образует головку изделия при мгновенном ударе по проволоке пуансона.
Такое устройство оснащается пружинами, изготовленными из дерева или металла. Пружины позволяют достигнуть большой степени прогиба, необходимой для правильной работы ударного инструмента. Гвоздильный мини-станок не отличается высокой производительностью.

Для изготовления гвоздей используется низкоуглеродистая стальная проволока
При его работе 10-15% вала задействуется в работе, а остальные 85% тратятся на обратный ход молотка. В мини-станках для изготовления саморезов, которые работают за счет кривошипно-шатунного механизма, используется мгновенный ковочный удар.
Как и изделие, собранное своими руками, так и заводской аналог при работе издает сильный шум.
Пресс-автоматы для производства саморезов и гвоздей, работающие по принципу ударного действия довольно часто выходят из строя. Эксплуатационный срок ударной головки и режущей кромки и них также невысок.
Все эти недостатки устранены в станках для производства саморезов и гвоздей ротационного типа. В этих агрегатах прессование головки изделия происходит не посредством удара, а за счет давления. Если в агрегате изменить возвратно-поступательные движения элемента на радиальные, то все недостатки автоматов ударного действия будут устранены.
Читайте также: как сделать заточный станок для ножей своими руками?
Такой агрегат выполняет работу в следующей последовательности:
- Заготовка для гвоздя фиксируется матрицей зажимного барабана.
- При вращении барабан производит высадку заготовки качающимся пуансоном.
- Матрица зажимного барабана продвигает заготовку вперед.
- Подается новый отрезок проволоки.
Станок для производства гвоздей имеет собственные технические характеристики.

Зажимной механизм станка
Для непрерывного и эффективного производства следует обратить внимание на такие показатели:
- диаметр отдельно взятого стержня должен быть равен 6 мм;
- длина гвоздя должна составлять от 12 до 320 мм;
- за 60 сек агрегат должен изготовить от 100 до 600 изделий;
- показатель максимальной мощности станка должен быть не менее 20 кВт.
Читайте также: «О принципах работы фальцепрокатного станка».
1.1 Работа станка по производству гвоздей (видео)
1.2 Рекомендации по выбору заводского оборудования
Сейчас все станки для производства гвоздей и саморезов делятся на два класса: с фиксированным размерами производимой продукции и универсальные станки. Первый класс может производить изделия с диаметром от 1 до 2,8 мм, при длине от 9 до 50 мм.
Оборудование универсального типа стоит несколько дороже, но позволяет изготавливать изделия, отличающиеся широким диапазоном размеров.
При выборе заводского оборудования предпочтительней всего приобретать устройства таких марок как:
- АГМ2 – размер гвоздя 40-100 мм;
- гвоздильный станок АГ4316 – размер гвоздя 25-120 мм;
- автоматический станок LDN3 – скорость изготовления 320 шт/мин.
Неплохо зарекомендовал себя станок АВ4118, с помощью которого можно изготовить толевые, круглые, тарные гвозди. Производительность агрегата составляет 330 изделий в минуту. Также внимание следует обратить на модели АВ4116 и К09.117 параметры их производительности практически совпадают, но присутствует разница в стоимости.
data-ad-client="ca-pub-8514915293567855"
data-ad-slot="5929285318">
Агрегаты могут производить до 550 готовых изделий в течение минуты. Марки самых недорогих гвоздильных станков могут работать только с проволокой, диаметр которой равен 2,2 мм. Ограничения имеются и по длине изготавливаемого изделия – до 60 мм. При выборе станка для изготовления гвоздей, важно определить какой агрегат (исходя из объемов производства) понадобится.

Пример вариантов изготавливаемых метиз
Это может быть как мощный, высокопроизводительный многофункциональный проволочно-гвоздильный автомат, так и станок для производства небольших партий. Заводской автомат изготавливает изделия по следующей технологии: производится установка бобины с проволокой, обеспечивая непрерывную подачу.
Устройство производит обрезку проволоки под необходимым углом. Это происходит так, чтобы линия отреза впоследствии была острием готового гвоздя. На противоположном отрезке проволоки при помощи ударного молотка автомата формируется шляпка изделия.
При выборе представленного агрегата особое внимание необходимо уделять таким параметрам как максимальная длина готового изделия, диапазон стержней и производительность.
Современные станки могут изготавливать гвозди с длиной от 12 до 20 см, при диапазоне диаметра стержней от 1,2 до 9 мм. Производительность современного оборудования колеблется в пределах от 100 до 600 гвоздей в минуту. Еще один параметр заключается в наличии или отсутствии функции, обеспечивающей регулировку размера шляпки.
Читайте также: «Оборудование для производства арболитовых блоков».
Кроме того, производя выбор оборудования, следует обратить внимание на такие характеристики как вес и габариты. На сегодняшний день наиболее функциональными и удобными считаются те установки, которые работают в автоматическом режиме.
Читайте также: «Разновидности оборудования для плетения сетки рабица».
2 Дополнительное оборудование
При производстве гвоздей кроме основного аппарата рекомендуется приобрести галтовочный станок. Такое устройство обеспечивает очистку полученных гвоздей от обсечки, ржавчины и острых кромок. Кроме того такой аппарат эффективно производит полировку продукции.

Барабан для галтовки гвоздей
Галтовочный станок состоит загрузочного устройства, барабана для галтовки, барабана, предназначенного ля отсева опилок и вибросита. Очистка произведенных изделий проводится с помощью древесных опилок. Выбирая галтовочное устройство необходимо обращать внимание на диапазоны диаметров обрабатываемых изделий, допустимую длину заготовки, производительность, расход опилок, массу и габариты.
В роли вспомогательного оборудования также может выступать станок, обеспечивающий заточку отрезного ножа. Если планируется производить не только гладкий вид гвоздей, но и всевозможные крепежи, для которых необходима кольцевая и винтовая накатка, необходимо приобрести накатный агрегат.
к меню ↑
2.1 Как избежать брака при производстве?
Если изделия получаются кривыми, то есть необходимость в выравнивании рихтовальных роликов. Это нужно выполнять таким образом, чтобы подающаяся к ножу проволока находилась в горизонтальном положении. Также рекомендуется проводить периодическую смазку внутренних роликов подачи, чтобы не допускать их засорения стружкой.
При получении большого количества согнутых изделий углы скоса обрубных ножей меняются на 10 градусов в большую или меньшую сторону.
Еще один способ решения проблемы – это полная замена ножа, после этого отбойник регулируется таким образом, чтобы его падение не опережало обрезку гвоздя.
Если изделие перегибается под шляпкой, то причиной этому может послужить смещение зажимных планшетов от центра подачи проволоки в сторону. В таких случаях необходимо подвергнуть более точной регулировке плашки, обеспечивающие зажим, или заменить их на новые. Причиной некорректной работы станка может послужить засоренность плашечной коробки.

Автоматический станок для производства гвоздей в небольшом цеху
Для предупреждения засоров необходимо в тех местах, где зажимные плашки соприкасаются выложить небольшой мягкий кусочек тряпки. Если гвозди получаются разной длины, то необходимо так откорректировать подающий резак, чтобы угол заточки составлял 80 градусов. Также можно провести более сильное натяжение пружины, отводящей нож или полностью ее заменить.
Некорректное производство может быть обусловлено некорректной работой рихтовальных роликов.
В этом случае, нужно провести их регулировку таким образом, чтобы их вращение производилось легко, а перегиб подающейся проволоки не был слишком сильным.
Если шляпка изготовленного гвоздя сбита вниз, то нужно проследить за тем, чтобы плоскость станины и плашечной коробки находились в одинаково вертикальном положении. Также необходимо проверить прокладки, находящиеся под верхней планкой, при необходимости их нужно добавить. Если люфт после этого не устранится, то планки следует заменить на новые.
data-full-width-responsive="true"
data-ad-client="ca-pub-8514915293567855"data-ad-slot="8040443333">